










Teknik Rapor: Presleme Tekniğinin Temelleri
LEHİM TEKNİĞİNE SAĞLAM BİR ALTERNATİF OLARAK PRESLEME BÖLGESİ
GİRİŞ
Presleme teknolojisi, telekomünikasyon sektöründe kullanılmaya başlandığından bu yana, otomotiv ve endüstriyel elektronik alanlarında yerleşik bir anahtar teknoloji haline gelmiştir. Elektrifikasyon, otonom sürüş ve Endüstri 4.0 gibi güncel trendler göz önüne alındığında, güvenilir ve uzun ömürlü bağlantı sistemlerine yönelik talepler sürekli artmaktadır.
Özellikle titreşim, sıcaklık değişimleri, nem ve mekanik yüklerin olduğu zorlu çalışma ortamlarında, presleme teknolojisi yüksek proses güvenliği ve uzun vadeli stabilitesi ile öne çıkmaktadır. Farklı presleme bölgesi tasarımlarına rağmen, tüm çözümler aynı hedefi takip eder: devre kartı ile kontak arasında kalıcı olarak mekanik olarak sağlam ve elektriksel olarak güvenilir bir bağlantı.
Bu, presleme bölgesinin devre kartı deliğinden daha büyük tasarlanması ve tanımlanmış bir kuvvetle preslenmesi ile sağlanır. Böylece, sabit olarak düşük kontak direncine sahip, gaz sızdırmaz, elektriksel olarak stabil ve mekanik olarak dayanıklı bir bağlantı oluşur.
Özellikle titreşim, sıcaklık değişimleri, nem ve mekanik yüklerin olduğu zorlu çalışma ortamlarında, presleme teknolojisi yüksek proses güvenliği ve uzun vadeli stabilitesi ile öne çıkmaktadır. Farklı presleme bölgesi tasarımlarına rağmen, tüm çözümler aynı hedefi takip eder: devre kartı ile kontak arasında kalıcı olarak mekanik olarak sağlam ve elektriksel olarak güvenilir bir bağlantı.
Bu, presleme bölgesinin devre kartı deliğinden daha büyük tasarlanması ve tanımlanmış bir kuvvetle preslenmesi ile sağlanır. Böylece, sabit olarak düşük kontak direncine sahip, gaz sızdırmaz, elektriksel olarak stabil ve mekanik olarak dayanıklı bir bağlantı oluşur.
TEMEL BİLGİLER
Presleme tekniğinde, bir konektör piminin (pin) delikli devre kartı deliğine preslenmesi yoluyla konektör ile devre kartı arasında elektriksel bir bağlantı kurulur.
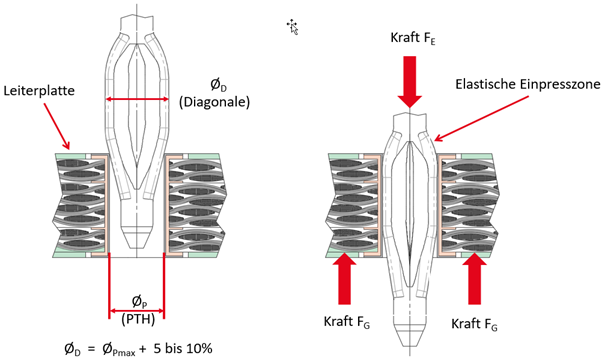
Presleme tekniği basit bir prensibe dayanır:
Bir kontak piminin presleme bölgesinin kesitindeki köşegeni, metalize devre kartı deliğinin köşegeninden daha büyüktür. Presleme sırasında oluşan deformasyon, kontak piminin esnek bölgesi tarafından emilir, böylece devre kartı yuvası sadece çok az deforme olur. Bu sırada kontak pimi ile metalize devre kartı deliği arasında bir soğuk kaynak oluşur: gaz geçirmez, korozyona dayanıklı, düşük dirençli ve elektriksel olarak yüksek iletkenliğe sahip bir bağlantı. Bu bağlantı, titreşim, bükülme ve şiddetli sıcaklık değişimleri gibi yüksek mekanik ve termal yükler altında bile kalıcı olarak stabil kalır.
Presleme işlemi sırasında, sürecin eşlik eden bir izleme yapılmasını öneririz. Kuvvet-mesafe analizleri ve kamera tabanlı sistemler, bağlantı kalitesinin güvenilir bir şekilde değerlendirilmesini sağlar.
Kanıtlanmış Tcom press® presleme bölgemizle birlikte, ept ayrıca lehimli delik geçişleri, THR veya SMT gibi diğer bağlantı teknolojilerini de sunar – her biri uygulamaya göre uyarlanmıştır.
Presleme tekniği basit bir prensibe dayanır:
Bir kontak piminin presleme bölgesinin kesitindeki köşegeni, metalize devre kartı deliğinin köşegeninden daha büyüktür. Presleme sırasında oluşan deformasyon, kontak piminin esnek bölgesi tarafından emilir, böylece devre kartı yuvası sadece çok az deforme olur. Bu sırada kontak pimi ile metalize devre kartı deliği arasında bir soğuk kaynak oluşur: gaz geçirmez, korozyona dayanıklı, düşük dirençli ve elektriksel olarak yüksek iletkenliğe sahip bir bağlantı. Bu bağlantı, titreşim, bükülme ve şiddetli sıcaklık değişimleri gibi yüksek mekanik ve termal yükler altında bile kalıcı olarak stabil kalır.
Presleme işlemi sırasında, sürecin eşlik eden bir izleme yapılmasını öneririz. Kuvvet-mesafe analizleri ve kamera tabanlı sistemler, bağlantı kalitesinin güvenilir bir şekilde değerlendirilmesini sağlar.
Kanıtlanmış Tcom press® presleme bölgemizle birlikte, ept ayrıca lehimli delik geçişleri, THR veya SMT gibi diğer bağlantı teknolojilerini de sunar – her biri uygulamaya göre uyarlanmıştır.
PRESLEME TEKNİĞİNİN AVANTAJLARI
Presleme tekniği, geleneksel lehimleme tekniğine kıyasla kalite, ekonomi, işlevsellik ve çevre dostu olma açısından sayısız avantaj sunar. Bu teknik, çok yüksek güvenilirlik ve mekanik dayanıklılıkla öne çıkar ve darbe ve titreşim yüklerine karşı özellikle dirençlidir. Ayrıca, soğuk lehim noktaları veya kısa devreler gibi tipik hatalar da önlenir.
Presleme tekniği, onarılabilirliği ve maliyet etkin montajı ile ekonomik açıdan da ikna edicidir. İşlevsel olarak, devre kartına termal yük bindirmeden proses güvenilirliği yüksek bir işleme imkanı sunar, böylece bileşenler korunur. Aynı zamanda konektör kontakları lehimden arındırılmış kalır.
Dahası, presleme tekniği ne lehim buharı ne de akı kalıntıları oluşturduğu ve ek temizleme işlemlerine gerek kalmadığı için çevresel avantajlar da sunar. Böylece RoHS ve WEEE gibi güncel çevre gerekliliklerini ve yönergelerini karşılar.
Presleme tekniği, onarılabilirliği ve maliyet etkin montajı ile ekonomik açıdan da ikna edicidir. İşlevsel olarak, devre kartına termal yük bindirmeden proses güvenilirliği yüksek bir işleme imkanı sunar, böylece bileşenler korunur. Aynı zamanda konektör kontakları lehimden arındırılmış kalır.
Dahası, presleme tekniği ne lehim buharı ne de akı kalıntıları oluşturduğu ve ek temizleme işlemlerine gerek kalmadığı için çevresel avantajlar da sunar. Böylece RoHS ve WEEE gibi güncel çevre gerekliliklerini ve yönergelerini karşılar.
PRESLEME TEKNİĞİNİN DEZAVANTAJLARI
Sayısız avantajına rağmen, presleme tekniği lehimleme tekniğine kıyasla bazı sınırlamalara da sahiptir. Bu teknik, devre kartı kalitesine, özellikle delik çaplarına ve toleranslara yönelik yüksek gereksinimler getirir ve özel aletler ile ekipmanlar gerektirir; bu da daha yüksek yatırım maliyetlerine yol açar.
Ayrıca, presleme işlemi sırasında mekanik yükler oluşur ve bu yükler, yanlış uygulama durumunda hasara yol açabilir. Lehimleme tekniğine kıyasla minyatürleştirme de kısmen sınırlıdır.
Ayrıca, presleme işlemi sırasında mekanik yükler oluşur ve bu yükler, yanlış uygulama durumunda hasara yol açabilir. Lehimleme tekniğine kıyasla minyatürleştirme de kısmen sınırlıdır.
SEÇİM KRİTERLERİ: PRESLEME TEKNİĞİ
Güvenilir bir presleme bağlantısı, çeşitli kalite özelliklerinin optimum uyumuna dayanır. Bu bağlamda özellikle presleme bölgesinin tasarımı, spesifik uygulama, devre kartının özellikleri ve işleme süreci belirleyici öneme sahiptir.
Ancak bu faktörler birbiriyle uyumlu olduğunda, presleme tekniği tam potansiyelini ortaya koyabilir ve kalıcı olarak kararlı, mekanik olarak dayanıklı ve elektriksel açıdan güvenli bir bağlantı sağlayabilir.
Ancak bu faktörler birbiriyle uyumlu olduğunda, presleme tekniği tam potansiyelini ortaya koyabilir ve kalıcı olarak kararlı, mekanik olarak dayanıklı ve elektriksel açıdan güvenli bir bağlantı sağlayabilir.
I. Devre kartı seçim kriterleri
Tablo, farklı baskılı devre yüzeylerini katman kalınlığı ve presleme tekniğine uygunluk açısından karşılaştırmaktadır.
| Yüzey | |||||
| Daldırma Sn | ENIG | Daldırma Ag | OSP | HAL kurşunsuz | |
| Katman kalınlığı | 0,8 ila 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1 - 0,2 µm | 0,1 - 0,5 µm | <5 - 50 µm |
| Presleme tekniği için uygunluk | çok iyi | sınırlı* | kısmen* | iyi | kısmen* |
Daldırma kalay en uygun seçenektir; OSP iyi bir seçenek olarak değerlendirilmektedir; ENIG, daldırma gümüş ve kurşunsuz HAL ise uygulamaya bağlı olarak sınırlı ölçüde uygundur.
Ayrıca, genellikle bir nikel tabakası üzerine kalay veya kalay alaşımlarından oluşan tipik baskı bölgeleri de gösterilmektedir. Genel olarak, bu sunum, yüzey seçiminin baskı tekniğinin kalitesi ve güvenilirliği üzerinde belirleyici bir etkiye sahip olduğunu ve uygulamaya göre dikkatli bir şekilde yapılması gerektiğini açıkça ortaya koymaktadır.
Ayrıca, genellikle bir nikel tabakası üzerine kalay veya kalay alaşımlarından oluşan tipik baskı bölgeleri de gösterilmektedir. Genel olarak, bu sunum, yüzey seçiminin baskı tekniğinin kalitesi ve güvenilirliği üzerinde belirleyici bir etkiye sahip olduğunu ve uygulamaya göre dikkatli bir şekilde yapılması gerektiğini açıkça ortaya koymaktadır.
II. Presleme bölgesinin seçim kriterleri
Presleme bölgesinde şu yüzeyler mümkündür: mat kalay, kalay-kurşun, gümüş-kalay veya kalay-gümüş ve indiyum katmanları; bunların her biri bir nikel katmanı üzerine uygulanır.
| Yüzeyler | ||
| 0,30 - 1,50 µm mat kalay | üzerine | 1 - 3 µm mat Ni |
| 0,30 - 1,50 µm SnPb 92/8 - 97/3 mat | üzerine | 1 - 3 µm mat Ni |
| 0,35 - 1,50 µm AgSn veya SnAg | üzerinde | 1 - 3 µm mat Ni |
| 0,30 - 1,50 µm In | üzerine | 1 - 3 µm mat Ni |
Güvenilir bir presleme bağlantısı için doğru yüzey seçimi hayati önem taşır. Bu yüzey, presleme kuvvetlerini etkiler ve yük altında hasar görmeden plastik olarak deforme olabilmelidir. Aynı zamanda, sağlam bir elektriksel temas sağlar, korozyona karşı koruma sağlar ve geçiş direncini azaltır. Uygun bir kaplama ayrıca devre kartında hasar oluşmasını önlemeye ve güvenli, tekrarlanabilir bir süreç sağlamaya katkıda bulunur.
DELİK YAPISI
Yüksek kaliteli bir pres bağlantısı için, devre kartı üretiminde delik çapına, son delik çapına, bakır manşon kalınlığına ve devre kartı yüzeyine özellikle dikkat edilmesi gerekir.
Doğru delik yapısı, bağlantının mekanik stabilitesini ve elektriksel güvenilirliğini doğrudan etkilediği için çok önemlidir. Yalnızca doğru ayarlanmış delik ve manşon boyutları ile, güvenli bir tutuş ve sabit bir temas sağlayan gerekli sıkı geçme elde edilir. Sapmalar, aşırı sıkma kuvvetlerine, delik geçişlerinde hasara veya yetersiz temasa neden olabilir. Ayrıca, uygun bir delik yapısı, üretim toleranslarını dengelemeye ve tutarlı bir proses kalitesi sağlamaya katkıda bulunur.
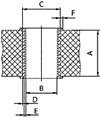
Aşağıdaki delik yapısı, örnek bir uygulama örneğini temsil etmektedir.
Doğru delik yapısı, bağlantının mekanik stabilitesini ve elektriksel güvenilirliğini doğrudan etkilediği için çok önemlidir. Yalnızca doğru ayarlanmış delik ve manşon boyutları ile, güvenli bir tutuş ve sabit bir temas sağlayan gerekli sıkı geçme elde edilir. Sapmalar, aşırı sıkma kuvvetlerine, delik geçişlerinde hasara veya yetersiz temasa neden olabilir. Ayrıca, uygun bir delik yapısı, üretim toleranslarını dengelemeye ve tutarlı bir proses kalitesi sağlamaya katkıda bulunur.
Aşağıdaki delik yapısı, örnek bir uygulama örneğini temsil etmektedir.
| LP malzemesi | FR4 | |
| Nominal delik | Ø 1,0 mm | |
| A | Devre kartı kalınlığı | min. 1,44 mm |
| B | Uç deliği | Ø 1,0 +0,09 / -0,06 mm |
| C | Temel delik | 1,15 ±0,025 mm |
| D | Cu Katmanı | min. 25 µm |
| E | Yüzey | kimyasal Sn tabakası, 0,5 – 1,5 µm |
| F | Kalan halka | min. 0,1 mm |
İŞLEME
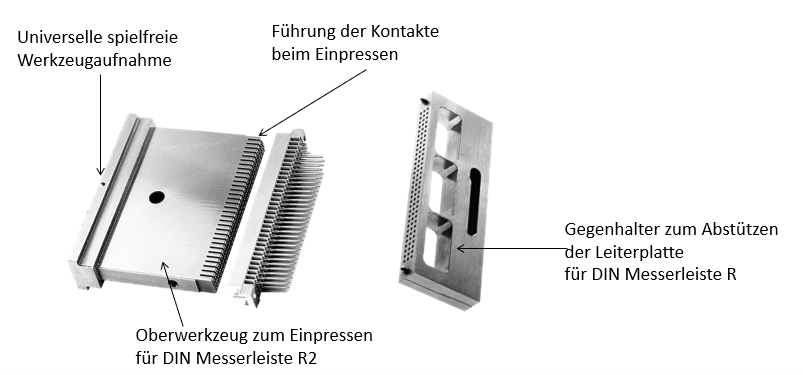
Mekanik ve elektriksel açıdan kalıcı ve güvenilir bir bağlantı için kontrollü bir presleme işlemi hayati önem taşır. Üst kalıbın ve karşı tutucunun kullanılması zorunludur.
Üst kalıp, presin uyguladığı kuvveti kontağa iletirken, karşı tutucu devre kartını destekler ve mekanik gerilimlerden korur. Konektöre bağlı olarak düz plaka veya tarak kalıpları kullanılır.
Kalıplar birbirleriyle optimum şekilde uyumlu değilse, devre kartına istenmeyen kuvvetler etki edebilir ve halihazırda monte edilmiş bileşenlere zarar verebilir. Presleme kuvveti tamamen alt kalıp tarafından emilmelidir.
Preslenmiş konektörlere sahip devre kartları 125 °C'nin üzerinde ısıtılmamalıdır.
Üst kalıp, presin uyguladığı kuvveti kontağa iletirken, karşı tutucu devre kartını destekler ve mekanik gerilimlerden korur. Konektöre bağlı olarak düz plaka veya tarak kalıpları kullanılır.
Kalıplar birbirleriyle optimum şekilde uyumlu değilse, devre kartına istenmeyen kuvvetler etki edebilir ve halihazırda monte edilmiş bileşenlere zarar verebilir. Presleme kuvveti tamamen alt kalıp tarafından emilmelidir.
Preslenmiş konektörlere sahip devre kartları 125 °C'nin üzerinde ısıtılmamalıdır.
Sonuç
Presleme tekniği, klasik lehimleme tekniğine karşı verimli ve geleceğe dönük bir alternatif sunmaktadır. Bu teknik, zorlu çalışma koşullarında bile yüksek proses güvenliği, mükemmel mekanik stabilite ve kalıcı olarak güvenilir bir elektrik bağlantısı ile öne çıkmaktadır.
Özellikle artan elektrifikasyon, yükselen güç yoğunlukları ve sağlamlık ile kullanım ömrü konusundaki artan talepler göz önüne alındığında, presleme tekniği belirleyici avantajlar sunmaktadır. Ancak optimum performans için, presleme bölgesi, devre kartı ve işleme sürecinin hassas bir şekilde birbiriyle uyumlu çalışması şarttır.
Bu konuda önemli bir başarı faktörü, optimum şekilde tasarlanmış bir presleme bölgesinin seçilmesidir. ept GmbH'nin presleme bölgeleri – özellikle Tcom press® teknolojisi – çok iyi kontrol edilebilir presleme davranışı, düşük devre kartı yükü ve yüksek proses penceresi stabilitesi ile öne çıkar. Bu sayede, delikli bağlantıdaki hasarlar en aza indirilir ve kalıcı olarak stabil elektriksel kontaklar sağlanır. Ayrıca, ept presleme bölgesinin geometrisi, dar toleranslarda ve zorlu devre kartı yapılarında bile güvenilir işleme imkanı sunar.
Bağlantı teknolojisi alanında deneyimli bir uzman olan ept GmbH, presleme teknolojisi ile ilgili özel çözümler sunmaktadır. Tcom press® presleme bölgesi gibi yenilikçi teknolojiler, kapsamlı uygulama bilgisi ve yüksek üretim yetkinliği ile ept, müşterilerinin zorlu uygulamalar için güvenilir ve ekonomik bağlantı çözümleri gerçekleştirmesine destek olmaktadır.
Özellikle artan elektrifikasyon, yükselen güç yoğunlukları ve sağlamlık ile kullanım ömrü konusundaki artan talepler göz önüne alındığında, presleme tekniği belirleyici avantajlar sunmaktadır. Ancak optimum performans için, presleme bölgesi, devre kartı ve işleme sürecinin hassas bir şekilde birbiriyle uyumlu çalışması şarttır.
Bu konuda önemli bir başarı faktörü, optimum şekilde tasarlanmış bir presleme bölgesinin seçilmesidir. ept GmbH'nin presleme bölgeleri – özellikle Tcom press® teknolojisi – çok iyi kontrol edilebilir presleme davranışı, düşük devre kartı yükü ve yüksek proses penceresi stabilitesi ile öne çıkar. Bu sayede, delikli bağlantıdaki hasarlar en aza indirilir ve kalıcı olarak stabil elektriksel kontaklar sağlanır. Ayrıca, ept presleme bölgesinin geometrisi, dar toleranslarda ve zorlu devre kartı yapılarında bile güvenilir işleme imkanı sunar.
Bağlantı teknolojisi alanında deneyimli bir uzman olan ept GmbH, presleme teknolojisi ile ilgili özel çözümler sunmaktadır. Tcom press® presleme bölgesi gibi yenilikçi teknolojiler, kapsamlı uygulama bilgisi ve yüksek üretim yetkinliği ile ept, müşterilerinin zorlu uygulamalar için güvenilir ve ekonomik bağlantı çözümleri gerçekleştirmesine destek olmaktadır.